



分享:93W-5.6Ni-1.4Fe高比重合金放电等离子主烧结曲线的建立
胡可, 李小强 , 屈盛官, 杨超, 李元元
, 屈盛官, 杨超, 李元元
华南理工大学国家金属材料近净成形工程技术研究中心, 广州 510640
摘要
将主烧结曲线(MSC)理论应用于93W-5.6Ni-1.4Fe高比重合金的放电等离子烧结(SPS). 以加热速率100 ℃/min为临界点, 建立了2个不同加热速率阶段合金的主烧结曲线. 在2个不同加热速率阶段, 93W-5.6Ni-1.4Fe高比重合金的放电等离子烧结MSC曲线均可有效预测合金烧结全过程的致密化行为, 以及粉末压坯的收缩量和合金的最终烧结密度. 计算了93W-5.6Ni-1.4Fe高比重合金放电等离子烧结过程中的致密化函数c, 定量地证明了当加热速率大于100 ℃/min时, 随着温度升高, 合金的SPS致密化过程显著加快. 此外, 主烧结曲线理论计算得到的表观致密化激活能与采用Arrhenius公式计算所得到的致密化激活能基本一致.
关键词:
烧结是粉末冶金生产过程的最基本也是最后一道工序. 长期以来, 烧结被认为是一个复杂的物理化学过程, 它涉及到不同的物质迁移机制及其对微观组织的影响. 研究烧结的最终目的是预测粉末材料在特定工艺条件下经不同热过程后的致密化结果以及微观组织(通常为晶粒尺寸).
早期的烧结理论研究把整个烧结过程分为烧结初期、中期和后期3个阶段, 然后建立相关的几何模型用以确定不同阶段的致密化机制. 然而, 这些理论大多局限于单一的烧结机理或者某一烧结阶段, 只能定性的解释实际烧结过程中的致密化行为. 在实际生产中, 粉末、粉末压坯的微观结构以及烧结过程中的微观组织演变(如孔隙的形状与分布、 晶粒大小等)则与烧结模型或者模拟所描述的相差甚远. 因此, 这些烧结模型不足以用于定量的预测工业化生产中产品的质量. 经过数十年的努力, Su和Johnson[1]在Hansen等[2]的全期烧结模型(combined stage sintering model, 只考虑体积扩散和晶界扩散)基础上提出了一种名为主烧结曲线(master sintering curve, MSC)的方法. 主烧结曲线对初始粉末的物化性能(如颗粒形态、尺寸以及杂质含量等)非常敏感, 而与热处理路径无关, 因而可以充分预测粉末的烧结行为和致密化结果.
目前, 主烧结曲线理论已经成功应用于一些传统材料的无压烧结, 如Al2O3[2], ZnO2[3], ThO2[4], Y2O3稳定的ZrO2[5], Mo[6], 钨基高比重合金[7,8], 不锈钢[8]和梯度功能材料[9]. 在MSC理论基础上, An等[10,11]建立了Al2O3粉末在外加压力作用下的主烧结曲面(master sintering surface). 近期, Guillon和Langer[12]及Enneti等[13]则尝试将该理论应用于陶瓷材料(分别为Al2O3和HfB2-20SiC)的放电等离子烧结(spark plasma sintering, SPS). W-Ni-Fe高比重合金是典型的双相复合材料, 主要应用于高密度领域, 如动能穿甲弹弹芯、配重块和辐射防护屏等[14,15]. 通常, 该合金是将W, Ni, Fe等元素粉末机械混合后经模压或冷等静压成形, 然后液相烧结达到全致密[16]. 在前期工作中[17,18], 本课题组对93W-5.6Ni-1.4Fe粉末的放电等离子烧结展开了一系列研究, 主要研究了SPS工艺参数, 如烧结温度、保温时间和加热速率对93W-5.6Ni-1.4Fe混合粉末致密化与晶粒长大的影响, 并采用经典的烧结动力学详细讨论了其SPS致密化机理与晶粒长大机制. 在此基础上, 本工作将主烧结曲线理论应用于93W-5.6Ni-1.4Fe高比重合金的放电等离子烧结, 建立合金的SPS主烧结曲线, 同时采用主烧结曲线理论计算其表观致密化激活能, 并与之前的研究结果做对比.
1 MSC理论
1.1 MSC的建立
经典的烧结理论把整个烧结过程划分为3个阶段: (1) 烧结初期, 主要为粉末颗粒间的烧结颈形成和长大; (2) 烧结中期, 烧结颈进一步长大, 气孔由不规则形状逐渐变成管状, 且相互连通; (3) 烧结后期, 气孔逐渐缩小变形, 最终封闭孤立, 位于晶界上或者晶粒内部.
大多数的烧结模型都是一个特定的理想化几何形状, 如烧结初期的双球模型和烧结中后期的十四面体模型, 且都是针对这3个阶段中的其中1个烧结阶段. 因此, 这些烧结模型不足以描述整个烧结过程的致密化行为. 为了克服上述缺点, Hansen等[2]提出了全期烧结模型. 该模型描述的是任意时刻, 与晶界和体积扩散系数、表面张力以及瞬时微观组织相关的粉末压坯的线收缩率, 其具体表达式为:
式中, dL/(Ldt)为标准化瞬时线收缩率, L为粉末压坯的高度, t为时间, γ为表面能, Ω为原子体积, k为Boltzmann常数, T为热力学温度, G为平均晶粒尺寸, DV和Db分别为体积扩散和晶界扩散常数, δ为晶界厚度, Γ为扩散作用下与微观组织相关的几何参数(ΓV和Γb分别为体积扩散和晶界扩散作用下与微观组织相关的几何参数). 对于各向同性收缩, 瞬时线收缩率可以通过下式转换成致密化速率:
式中, ρ为粉末压坯的相对密度.
假设烧结过程中只存在一种扩散机制(体积扩散或晶界扩散), 且ΓV, Γb与G都为密度的函数, 则式(1)可以简化为:
式中, Q为表观致密化激活能, R为气体常数, D0为扩散系数指数前因子, n为与致密化相关的晶粒尺寸指数(对于体积扩散, n = 3; 对于晶界扩散, n = 4). 上式重新整理并积分可得:
式中, ρ0为粉末生坯相对密度. 从上式可知, 原子扩散过程和微观组织演变是独立分开的. 式(4)右边代表的是原子扩散过程, 与粉末压坯的特性无关; 且由于温度通常为时间的函数, 右边积分随烧结热过程的变化而变化. 而式(4)左边则定义为与微观组织演变相关的量; 如果Γ(ρ)和G(ρ)仅为密度的函数, 则左边积分与粉末压坯的受热过程无关. 式(4)左边再作些微重整, 则有:
式(5)包含了粉末材料所有的物化特性与微观组织. 因此, Φ(ρ)被认为是粉末致密化过程中, 描述微观组织演变影响烧结动力的一个量化特征, 是仅与密度相关的函数. 同时, 式(4)右边则为时间与温度的函数, 即:
通常, Θ(t, T(t))称之为烧结功 (work of sintering). 对于等温烧结, 式(6)可以简化为:
式中, ti为保温时间. 而对于恒定加热速率烧结, dT/dt = α, α为加热速率. 式(6)则可改写为:
式中, T0为粉末压坯未发生烧结时的温度. 整理上述公式, 则式(4)变成:
式中, ρ与
要建立MSC, 必须确定烧结体的瞬时密度和Θ函数的积分. 通常, 烧结体的瞬时密度可以通过热膨胀实验测定收缩率而得到. 至于
式中, ρs为最终相对密度, N为实验数据点的数量,
1.2 MSC的局限性
为了能够正确地将主烧结曲线应用于指导烧结生产实践, 必须明白它的局限性. MSC是在以下假设的基础上建立的: (1) MSC仅适用于相同物化状态下的粉末压坯(包括粉末的制备工艺、粒径、杂质含量和生坯压制工艺等). 不同的粉末和生坯压制工艺会导致不同的粉末颗粒尺寸、粒径分布、初始气孔分布、填装性能和生坯密度. 这些都会影响后续的粉末致密化行为. (2) 对任何给定的粉末材料及其制备工艺, 假定烧结过程中的微观组织演变仅是密度的函数, 且只有一种扩散机制(体积扩散或者晶界扩散)主导整个烧结过程. (3) 忽略烧结过程中表面扩散和气相传输的贡献.
1.3 93W-5.6Ni-1.4Fe高比重合金SPS主烧结曲线的建立
从之前的研究结果[17,18]可知, 经典的热压烧结方程适用于93W-5.6Ni-1.4Fe粉末的SPS致密化过程, 其具体表达式为:
式中, H为数值常量, D为扩散系数, ?为应力集中因子, pa为外加轴向压应力, m为与致密化相关的应力指数. 因此, 本工作对式(11)做类似MSC的处理, 即等式一边为微观组织相关的量, 即密度; 另一边为粉末的受热过程函数, 即烧结功, 具体表达式如下:
外加轴向压应力
当采用恒定加热速率烧结时, 根据式(8), 上式则可以改写成:
式(13)和(14)即为93W-5.6Ni-1.4Fe高比重合金的SPS主烧结曲线.
2 实验方法
实验所用粉末为商品还原W粉、羰基Ni粉和羰基Fe粉. W, Ni, Fe粉末按照化学计量成份93W-5.6Ni-1.4Fe (质量分数, %)配比称重, 然后在V型混料机中混合10 h. 元素粉末特性及均匀混合的粉末形貌分别见表1和图1.

图1 均匀混合后的粉末形貌
Fig.1 SEM micrograph of the blended powders
表1 原始粉末的性能参数
Table 1 Characteristics of the raw powders
|
Element |
Purity % |
Particle size μm | Mass fraction of main impurity / % | |||
|---|---|---|---|---|---|---|
| C | O | P | N | |||
| W | 99.9 | 2.4~2.6 | 0.002 | 0.07 | 0.0008 | - |
| Ni | 99.5 | 2.2~2.5 | ≤0.25 | ≤0.11 | 0.0003 | - |
| Fe | 99.5 | 3.0~5.0 | ≤0.10 | ≤0.30 | - | ≤0.10 |
称取混合粉末28 g装入内径为20.4 mm的石墨模具中. 粉末与石墨模具内壁之间以及粉末与上下石墨压头之间采用0.2 mm光滑柔性C纸隔开, 以防止烧结过程中粉末与压头以及模具内壁粘结而便于脱模, 且降低粉末内部温度的不均匀性. 此外, 在石墨模具外部套上一个厚度约为10 mm的多孔石墨毡用于隔热以减少辐射散热和降低温度梯度[19,20]. 将填装好粉末的模具置于SPS-825型放电等离子烧结腔内, 待真空度低于8 Pa时, 施加9.4 kN的压力. 在整个烧结过程, 包括加热阶段和保温阶段, 压力一直保持恒定. 采用光学红外仪对准模具外壁上的一个盲孔(孔径为2 mm, 距离模具内壁1.5 mm, 位于与粉末压坯中心相同高度的位置), 测定并控制烧结温度. 石墨模具和压头装置参见文献[17]. 脉冲序列为12∶2. 烧结工艺分为等温烧结和恒定加热速率烧结2组, 具体烧结制度分别参见文献[17, 18]. 烧结结束后, 取出试样, 脱模并清除试样表面的C纸. 采用Archimedes排水法测量试样的烧结密度.
对于每个SPS实验, 粉末压坯的高度变化可通过记录石墨压头的运动位移来获得, 然后再用石墨件(包括石墨模具、石墨压头和石墨垫块)和试样的热膨胀部分加以修正. 石墨件与试样的热膨胀可以通过测定基线而获得, 具体方法是: 将烧结全致密的93W-5.6Ni-1.4Fe高比重合金块置于相同的石墨模具-压头装置中, 在与粉末烧结相同的烧结制度下测量压头的运动位移. 在SPS过程中, 粉末质量和模具的横截面积不变, 粉末压坯的横向收缩可忽略不计. 于是随着试样密度的增加, 试样的高度降低. 因此, 试样的瞬时相对密度ρ可以通过粉末压坯的高度变化计算出来, 其公式如下:
式中, ρ0=0.53±0.01, L0为粉末压坯的初始高度. 试样的瞬时致密化速率
式中, ρi为瞬时相对密度, 时间间隔为10 s.
3 结果与分析
3.1 SPS主烧结曲线的建立
在文献[18]中, 分析了不同加热速率下93W-5.6Ni-1.4Fe高比重合金的SPS致密化行为及其机制, 发现加热速率大致存在一个临界值(100 ℃/min), 即合金的致密化机制在加热速率为100 ℃/min时发生转变. 因此, 为了便于分析, 本工作则以加热速率100 ℃/min为临界点, 分别建立不同阶段93W-5.6Ni-1.4Fe高比重合金的MSC曲线.
图2a所示为加热速率小于100 ℃/min, 选定激活能值为200 kJ/mol时不同加热路径的ρ-

图2 加热速率小于100 ℃/min时93W-5.6Ni-1.4Fe 高比重合金的密度-烧结功(ρ-
Fig.2 ρ-Θ curves of 93W-5.6Ni-1.4Fe heavy alloys when heating rates are lower than 100 ℃/min with apparent densification activation energy Q of 200 kJ/mol (a), 300 kJ/mol (b), 400 kJ/mol (c), 500 kJ/mol (d), 600 kJ/mol (e) and 800 kJ/mol (f) ( ρ—relative density, Θ—work of sintering)
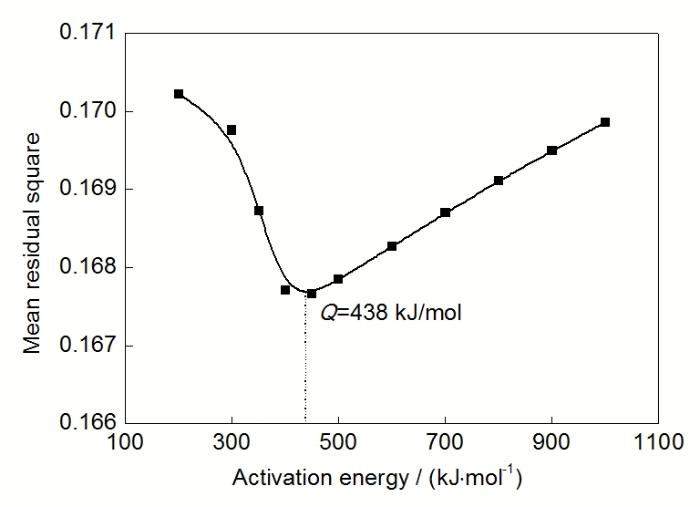
图3 加热速率小于100 ℃/min时表观致密化激活能值与均方根误差的曲线
Fig.3 Plot of mean residual square versus apparent densification activation energy when heating rates are lower than 100 ℃/min
文献[7,8]研究发现, 可采用S形函数描述MSC曲线, 即相对密度与烧结功的自然对数满足下列表达式:
式中, a和b为定义S形曲线的数值常数. 采用式(17), 图4为放电等离子烧结93W-5.6Ni-1.4Fe高比重合金在加热速率小于100 ℃/min时的S形MSC曲线. 从图中可以看出, 当激活能值为438 kJ/mol时, 不同加热速率的ρ-

图4 加热速率小于100 ℃/min时93W-5.6Ni-1.4Fe高比重合金的S型主烧结曲线
Fig.4 S-shaped master sintering curve of 93W-5.6Ni-1.4Fe heavy alloys when heating rates are lower than 100 ℃/min (Q=438 kJ/mol)
图5a~f分别为当加热速率大于100 ℃/min时, 选定激活能值为100, 200, 300, 400, 500和600 kJ/mol时的ρ-
另一方面, 如前所述, 鉴于MSC理论的局限性以及其主要功能是预测烧结过程中粉末的致密化规律, 因此为了方便建立高加热速率下(加热速率大于100 ℃/min) 93W-5.6Ni-1.4Fe高比重合金整个烧结过程的MSC曲线, 采用均方根误差公式计算了整个烧结过程的表观致密化激活能. 图7为加热速率大于100 ℃/min时, 整个烧结过程的均方根误差与表观致密化激活能的关系曲线, 其最佳激活能值为234 kJ/mol. 在此激活能值下, 图8为放电等离子烧结93W-5.6Ni-1.4Fe高比重合金在加热速率大于100 ℃/min时的S形MSC曲线. 同样地, 从图中可以看出当激活能值为234 kJ/mol时, 不同加热速率的ρ-
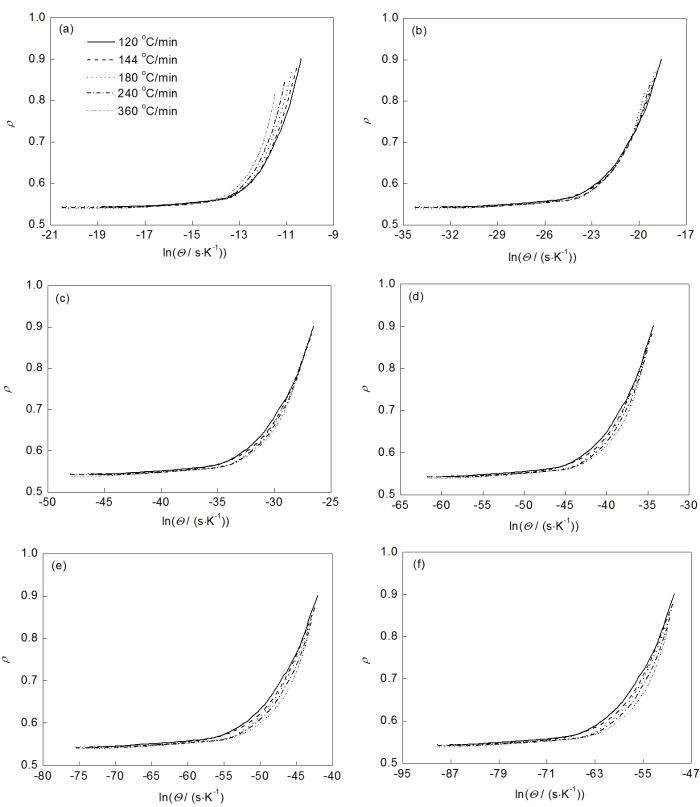
图5 加热速率大于100 ℃/min时93W-5.6Ni-1.4Fe高比重合金的ρ-Q曲线
Fig.5 ρ-Q curves of 93W-5.6Ni-1.4Fe alloy when heating rates are higher than 100 ℃/min with apparent densification activation energy Q of 100 kJ/mol (a), 200 kJ/mol (b), 300 kJ/mol (c), 400 kJ/mol (d), 500 kJ/mol (e) and 600 kJ/mol (f)
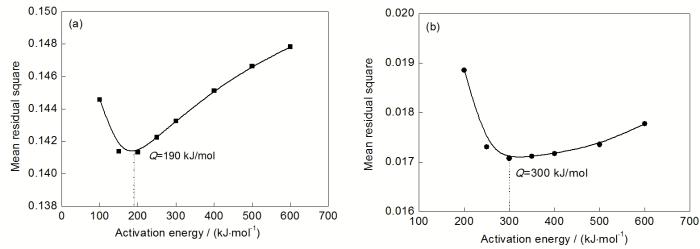
图6 加热速率大于100 ℃/min时 93W-5.6Ni-1.4Fe高比重合金在2个不同烧结阶段的表观致密化激活能值与均方根误差曲线
Fig.6 Plots of mean residual square versus apparent densification activation energy during two different sintering stages of 93W-5.6Ni-1.4Fe heavy alloys when heating rates are higher than 100 ℃/min
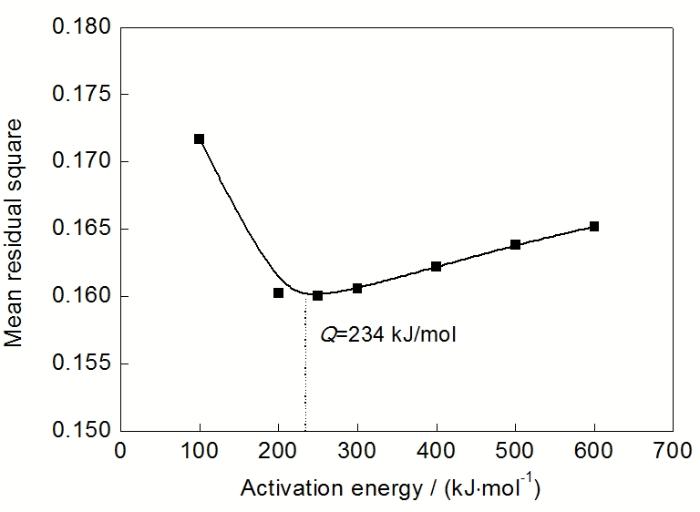
图7 加热速率大于100 ℃/min时93W-5.6Ni-1.4Fe高比重合金整个烧结过程的表观致密化激活能值与均方根误差的曲线
Fig.7 Plot of mean residual square versus apparent densification activation energy during the whole sintering process of 93W-5.6Ni-1.4Fe heavy alloys, when heating rates are higher than 100 ℃/min

图8 加热速率大于100 ℃/min时, 93W-5.6Ni-1.4Fe高比重合金整个烧结过程的S型主烧结曲线
Fig.8 S-shaped master sintering curve of 93W-5.6Ni-1.4Fe heavy alloys during the whole sintering process when heating rates are higher than 100 ℃/min (Q=234 kJ/mol)
3.2 SPS主烧结曲线的验证
上一节通过确定致密化激活能值, 建立了2个不同加热速率阶段93W-5.6Ni-1.4Fe高比重合金的SPS主烧结曲线(图4和8). 但是在应用主烧结曲线之前, 必须用足够的实验验证其有效性和准确性. 在前期的研究工作中[17,18], 分别采用了等温烧结(isothermal sintering)与恒定加热速率烧结(constant heating rate sintering)制备了不同温度下的93W-5.6Ni-1.4Fe高比重合金, 并利用Archimedes排水法得到其相对密度. 通过式(7)和(8)计算这些不同烧结条件下的烧结功即可用于验证放电等离子烧结93W-5.6Ni-1.4Fe高比重合金MSC曲线的准确性, 其结果列于图9.

图9 93W-5.6Ni-1.4Fe高比重合金放电等离子烧结(SPS)主烧结曲线的验证
Fig.9 Validation of master sintering curve for 93W-5.6Ni-1.4Fe heavy alloy during spark plasma sintering (SPS) (Solid symbols represent the 93W-5.6Ni-1.4Fe powders are isothermally sintered at 960~1320 ℃ with a heating rate (HR) of 90 ℃/min; hollow symbols represent the 93W-5.6Ni-1.4Fe powders are nonisothermally sintered at 960~1360 ℃ with heating rates lower than 100 ℃/min; point-within hollow symbols represent the 93W-5.6Ni-1.4Fe powders are nonisothermally sintered at 960~1360 ℃ with heating rates higher than 100 ℃/min)
从图9可以看到, 2个不同加热速率阶段的实验数据点都略微靠左偏离与之相对应的S形主烧结曲线. 究其原因, 主要是由于提高加热速率, 样品冷却前的短暂温度驻停所致[18]. 换句话说, 无论是等温烧结还是恒定加热速率烧结, 烧结结束后样品仍经历一个瞬时等温烧结(约10 s), 具体表现为冷却过程中样品进一步致密化[18]. 对于等温烧结而言, 这种瞬时等温烧结作用不大. 但是, 当采用恒定加热速率烧结时,加热速率越高, 瞬时等温烧结对冷却过程中的致密化的作用越明显[18]. 于是, 随着加热速率的提高, 烧结样品的最终相对密度比通过式(15)计算得到的要偏高, 从而致使其稍微靠左偏离相应的MSC曲线. 通过计算实验数据点和相对应的主烧结曲线之间的最大误差后发现, 2个不同加热速率阶段实验数据与其相对应的主烧结曲线之间的最大误差均在5%以内. 因此, 以加热速率100 ℃/min为临界点, 2个不同阶段93W-5.6Ni-1.4Fe高比重合金的放电等离子烧结MSC曲线均可有效预测合金烧结全过程的致密化行为以及粉末压坯的收缩量和合金的最终烧结密度. 需要特别说明的是, 本实验记录的实时温度与样品实际温度之间存在宏观温度差, 且温差随加热速率的增加而增加. 国内外大量的实验与模拟结果[21-24]都显示宏观温差随着加热速率的增加而增加. 在文献[18]中, 采用破坏性的实验也证实了这一现象. 在SPS过程中, 温度测量与控制以及过热问题一致是备受关注的. Langer等[25]的实验结果表明, 当加热速率为10 ℃/min时, 样品内部的实际温度需要1 min后才能达到均匀. 可想而知, 当加热速率增加一个数量级或者更大时, 样品温度达到均匀化所需的时间将更长, 而且随着样品尺寸的增大, 其温差也将更大. 在本研究中, 不管是等温烧结还是非等温烧结, 建立MSC曲线时所用的实时温度是实验中红外测温仪所记录的模具上靠近样品处的温度, 其反映的并不是样品内部的真实温度. 所以, 当采用不同的烧结模具或者改变测温方式(由红外测温改为热电偶测温, 或者改变测温孔的深度)都将影响实验所测温度的精度, 从而影响MSC曲线的准确性.
为了更加详细的描述加热速率对合金致密化的影响, 令Ψ
或:
式中,
图10a所示为93W-5.6Ni-1.4Fe高比重合金放电等离子烧结过程中致密化率自然对数与烧结功自然对数的关系曲线. 图中直线的斜率即为幂指数或者致密化函数c. 很显然, 加热速率大于100 ℃/min时的c值大于加热速率小于100 ℃/min时的c值. 图10a反映了2个不同加热速率阶段的致密化行为, 即当加热速率大于100 ℃/min时, 合金的致密化过程加快. 图10b则为不同烧结条件对合金致密化行为影响的统计分布. 从图中可知, 实际烧结过程中合金的致密化行为也可以临界加热速率100 ℃/min划分为2个部分. 对2个部分中的数据点进行线性拟合, 其斜率分别为0.28 (加热速率小于100 ℃/min)和0.63 (加热速率大于100 ℃/min), 即实际烧结过程中的致密化函数c值分别为0.28和0.63. 虽然实际烧结过程中的致密化函数都小于图10a中采用MSC曲线计算所得的致密化函数值, 但是其趋势却是一致的, 定量地证明了当加热速率大于100 ℃/min时, 随着温度的升高, 93W-5.6Ni-1.4Fe高比重合金的SPS致密化过程明显加快, 与前期的研究结果[18]一致.

图10 93W-5.6Ni-1.4Fe高比重合金SPS过程中加热速率对致密化函数c的影响
Fig.10 Effect of heating rate on densification function c during SPS of 93W-5.6Ni-1.4Fe heavy alloy (Solid symbols represent the 93W-5.6Ni-1.4Fe powders are isothermally sintered at 960~1320 ℃ with heating rate of 90 ℃/min; hollow symbols represent the 93W-5.6Ni-1.4Fe powders are nonisothermally sintered at 960~1360 ℃ with heating rates lower than 100 ℃/min; point-within hollow symbols represent the 93W-5.6Ni-1.4Fe powders are nonisothermally sintered at 960~1360 ℃with heating rates higher than 100 ℃/min; Ψ—densification ratio,
4 结论
(1) 主烧结曲线理论计算得到的93W-5.6Ni-1.4Fe高比重合金放电等离子烧结表观致密化激活能与采用Arrhenius公式计算得到的致密化激活能基本一致.
(2) 以加热速率100 ℃/min为临界点, 2个不同阶段93W-5.6Ni-1.4Fe高比重合金的放电等离子烧结主绕结曲线均可有效预测合金烧结全过程的致密化行为以及粉末压坯的收缩量和合金的最终烧结密度.
(3) 采用主烧结曲线理论计算了93W-5.6Ni-1.4Fe高比重合金放电等离子烧结过程中的致密化函数c. 定量地证明了当加热速率大于100 ℃/min时, 随着温度的升高, 93W-5.6Ni-1.4Fe高比重合金的放电等离子烧结致密化过程明显加快, 与前期研究结果相一致.
来源---金属学报 沪公网安备31011202020290号
沪公网安备31011202020290号
